

A contract manufacturer producing Class II and Class III medical devices integrated low-pressure plasma cleaning into their production workflow and saw part rejection rates drop from roughly 12% to just over 7% — a 40% reduction — within the first 90 days. The root cause of most rejections had been invisible: sub-micron organic contamination left behind by machining oils and handling residues that caused adhesive bond failures, inconsistent coatings, and failed biocompatibility tests. Plasma cleaning eliminated the contamination at its source, delivering a surface so uniformly activated that downstream processes suddenly worked the way they were supposed to.
Here is a fact that frustrates quality engineers: a surface can look perfectly clean under visual inspection and still carry enough organic contamination to ruin an adhesive bond or cause a coating to delaminate in the field. That is exactly what was happening at this facility.
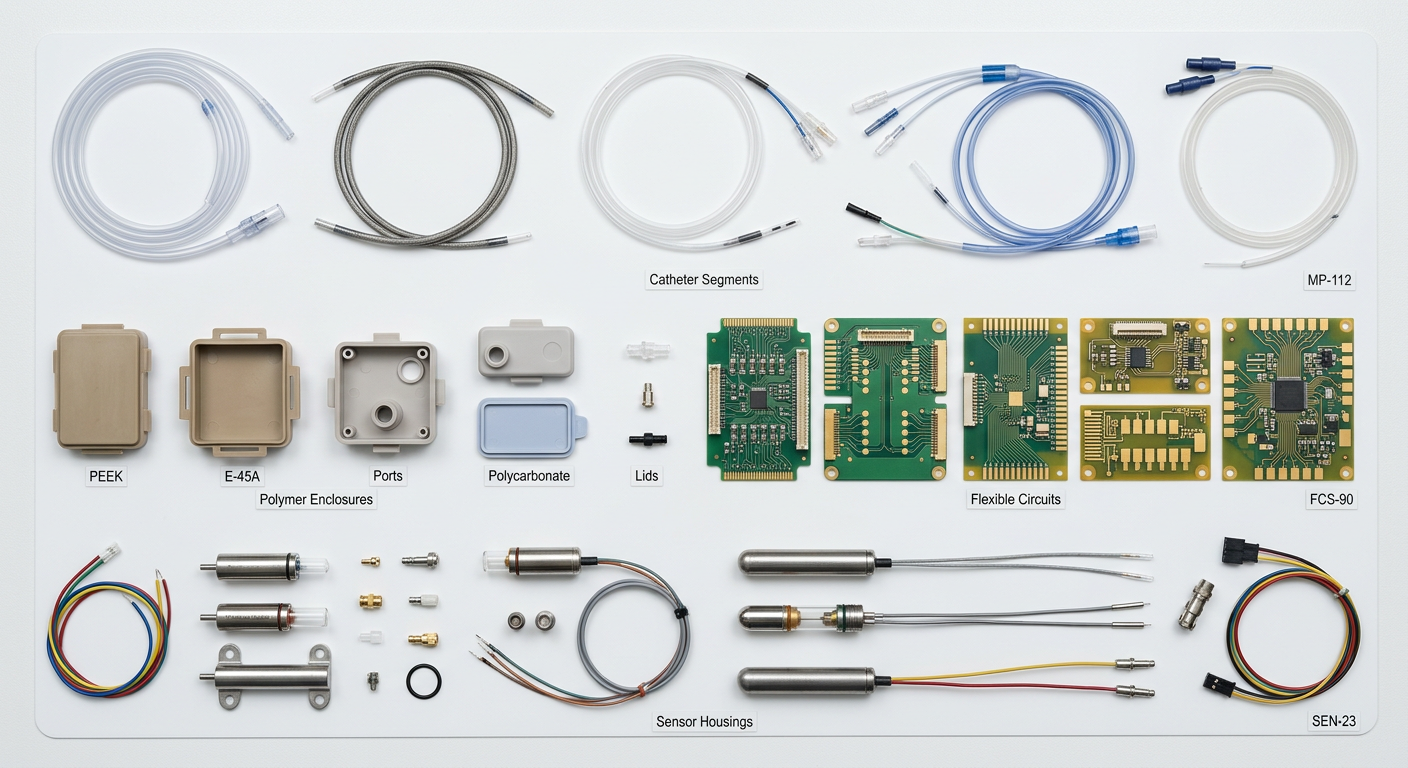
The manufacturer produced polymer and metal-polymer hybrid components — catheter housings, sensor enclosures, and implantable connector assemblies. Their existing cleaning protocol relied on a three-step manual solvent wipe: isopropyl alcohol, acetone, then a deionized water rinse. Operators followed the SOP meticulously. Parts passed visual and basic cleanliness checks. But rejection data told a different story:
The team ran XPS (X-ray photoelectron spectroscopy) surface analysis on “clean” parts and found carbon contamination layers averaging 4–8 nanometers thick. That is invisible to the eye but absolutely devastating to surface chemistry. The solvent cleaning was removing bulk contamination but leaving behind a molecular-level residue film — and sometimes even depositing new residues from the solvent itself.

Solvent cleaning is not bad. It is just incomplete — especially for high-stakes medical applications where surface energy thresholds dictate whether a bond holds or a coating adheres.
Solvents like IPA and acetone dissolve and displace bulk contaminants (oils, fingerprints, particulates). But they cannot break the molecular bonds of chemisorbed organic layers — contaminants that have chemically bonded to the substrate surface. Worse, as solvents evaporate, they can redeposit dissolved contaminants in a thin, uniform film. The surface actually becomes more uniformly contaminated rather than less.
Manual solvent wiping introduces human variability. Wipe pressure, dwell time, solvent freshness, wipe material — all differ subtly from operator to operator and shift to shift. In a production environment running 2,000+ parts per week, that variability compounds. The manufacturer tracked rejection rates by shift and found a 3× difference between the best and worst shifts — same parts, same SOP, different hands.
Monthly VOC solvent consumption was approximately 180 liters. Beyond the environmental reporting burden, solvent residues on medical devices require additional validation to prove they do not compromise biocompatibility. Every solvent change — even switching suppliers for the same chemical — triggers revalidation. It is a regulatory treadmill that adds zero patient value.
The facility installed a low-pressure plasma system with an oxygen/argon gas mixture, processing parts in batch loads of 50–80 components per cycle. The entire integration took less than three weeks from equipment delivery to validated production use. Here is what the plasma process actually does at the surface level:
Reactive oxygen species in the plasma chemically attack carbon-based contaminants on the surface, converting them into volatile byproducts (CO₂, H₂O) that are pumped out of the chamber. This is not displacement — it is molecular-level removal. Post-treatment XPS showed carbon contamination layers reduced from 4–8 nm to below 0.5 nm.
Simultaneously, the plasma introduces polar functional groups (hydroxyl, carbonyl, carboxyl) onto the polymer surfaces. This dramatically increases surface energy. Pre-treatment surface energy measured 28–34 dyne/cm. Post-plasma treatment: 52–68 dyne/cm. That jump is the difference between an adhesive that barely wets the surface and one that spreads uniformly and bonds at full strength.
At the nanoscale, the argon component of the plasma gently etches the top surface layer, increasing the effective bonding area without altering dimensional tolerances. For the implantable connector assemblies, this micro-roughening improved peel-test bond strength by 55% compared to solvent-cleaned controls.
Each cycle ran 90 seconds at 300W — a fraction of the 12-minute manual cleaning protocol it partially replaced. To explore how these plasma mechanisms work in greater detail, visit our technology and knowledge center.
Within 90 days of integrating plasma cleaning, the production data shifted dramatically. The numbers were not ambiguous — they were tracked across 14,000+ parts spanning all three product lines.
But the rejection rate improvement was only part of the story. The facility also saw throughput gains because the plasma cycle (90 seconds) replaced two of the three manual solvent steps. Operators still performed a single IPA pre-wipe for gross contamination, but the acetone and DI rinse steps were eliminated entirely. Net cleaning time per batch dropped by over 70%.
Monthly VOC solvent consumption fell from ~180 liters to ~40 liters. The team estimated annual savings of approximately $28,000 in solvent costs alone — before accounting for reduced scrap, fewer retests, and the labor hours recovered from eliminated manual cleaning steps.

Medical device manufacturers do not just adopt a new process because it works in trials. They need validated, documented, repeatable evidence that it works every time. The plasma cleaning integration followed a standard IQ/OQ/PQ (Installation Qualification / Operational Qualification / Performance Qualification) validation protocol.
Surface energy was chosen as the primary process output metric, measured via contact angle goniometry on witness coupons included in every batch. Acceptance criteria: ≥50 dyne/cm on all polymer surfaces. During the PQ phase (30 consecutive production batches), not a single batch fell below 54 dyne/cm.
The plasma system’s built-in data logging captured every parameter for every cycle — power, pressure, gas flow, duration, and chamber temperature — providing the traceability documentation that ISO 13485 auditors expect. No manual logbooks, no transcription errors. For manufacturers navigating these requirements, our resources library includes guidance on plasma process validation frameworks.
Not every medical device manufacturing step needs plasma treatment. But certain applications see outsized returns — and they share a common thread: they involve bonding, coating, printing, or sealing on polymer or hybrid surfaces where contamination is the silent failure mode.
Balloon catheters require reliable adhesive bonds between the balloon, shaft, and hub. A catheter manufacturer we work with was experiencing 1-in-20 bond failures during burst testing. After integrating atmospheric plasma treatment inline before the bonding station, burst-test failures dropped to fewer than 1 in 200. The process added 4 seconds per part.
Hermetic sealing of sensor housings demands pristine surfaces. Even a fingerprint-sized contamination zone can create a micro-leak path. Plasma cleaning before sealing ensures the entire bonding perimeter is uniformly activated.
Coating adhesion on polymer stent surfaces or drug delivery devices depends directly on surface energy. Low surface energy means poor wetting, uneven coating thickness, and potential delamination in vivo — a patient safety issue, not just a quality metric.
Conductive ink adhesion on flexible polymer substrates for wearable biosensors requires surface energies above 46 dyne/cm for reliable printing. Untreated polyimide and PET films typically measure 32–38 dyne/cm. Plasma activation bridges that gap in seconds.
Explore the full range of plasma treatment applications across industries to see where surface activation delivers the highest impact.
Quality engineers care about rejection rates. Plant managers care about cost. Here is how the numbers stacked up for this manufacturer over the first 12 months:
Total first-year savings: approximately $225,000.
The low-pressure plasma system, including installation, validation, and operator training, represented a capital investment that was fully recovered in under 7 months based on the savings above. After payback, the ongoing operating cost of the plasma system — process gas, electricity, and annual maintenance — runs approximately $4,500/year.
Harder to quantify but equally real: fewer customer complaints, faster lot release, reduced regulatory friction, and improved confidence in scaling to new product lines. The quality team reported that their CAPA (Corrective and Preventive Action) log related to bonding and coating issues dropped by 75% in the first year.
To understand the full scope of plasma treatment capabilities that can drive similar ROI in your facility, we recommend starting with a process feasibility study.
Plasma cleaning is not a magic wand — it is a precision tool that works brilliantly when implemented correctly and disappoints when critical details are overlooked. Here are the mistakes we see most often:
Plasma removes molecular-level contamination. It does not remove machining chips, heavy grease, or visible particulates. If parts arrive at the plasma chamber with gross contamination, the plasma energy gets wasted burning through bulk residue instead of activating the surface. A light pre-clean (single solvent wipe or ultrasonic bath) before plasma treatment is almost always the right approach.
Plasma-activated surfaces do not stay activated forever. Surface energy begins to decay as ambient contaminants re-adsorb — a process called hydrophobic recovery. For most polymers, the practical window is 30 minutes to 48 hours depending on the material and storage conditions. The manufacturer in this case study moved plasma treatment to the station immediately before bonding, keeping the gap under 15 minutes. Parts that sat overnight after treatment showed measurably lower bond strength.
Cramming too many parts into a plasma chamber creates shadowing — areas that the plasma cannot reach uniformly. The validated load limit of 80 parts with defined spacing was not arbitrary; it was determined during OQ testing by mapping surface energy across different positions in the chamber at various load densities.
Validating the process once and walking away is a recipe for drift. Electrode wear, gas supply contamination, and chamber seasoning all affect treatment quality over time. Inline contact angle measurement or water break testing on witness coupons should be part of routine quality checks — not just validation activities.
If your medical device production line is fighting adhesion failures, coating inconsistencies, or unexplained rejection spikes, plasma cleaning deserves serious evaluation. But do it methodically.
Start with surface analysis. Before investing in equipment, characterize your contamination. XPS, FTIR, or even simple contact angle measurements on “clean” parts will tell you whether molecular contamination is your hidden enemy. If surface energy on your cleaned parts is below 40 dyne/cm on polymers, you almost certainly have a contamination problem that solvents cannot solve.
Run a feasibility study. Send sample parts for plasma treatment trials. Measure bond strength, coating adhesion, or whatever your critical quality attribute is — before and after. The data will make the business case for you (or save you from an unnecessary investment if contamination is not your root cause).
Design the process around your workflow. Plasma treatment is most effective when it happens immediately before the downstream process. Retrofitting it at the wrong point in your production sequence wastes most of the benefit.
Plan for validation from day one. Define your critical process parameters, acceptance criteria, and monitoring strategy before the equipment arrives. This is not afterthought work — it is what separates a successful integration from a science project.
The manufacturer in this case study went from initial inquiry to validated production in under eight weeks. The 40% rejection rate reduction paid for the system before the end of Q2. If your production data is telling a similar story of unexplained failures, reach out to the fariplasmatech team for a process feasibility consultation tailored to your specific materials and requirements.




English

Spanish
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate










