

Plasma surface treatment bombards a material's outermost molecular layers with reactive species — ions, radicals, UV photons, and excited-state molecules — to clean, activate, or functionally modify the surface without altering the bulk material underneath. The result is dramatically improved wettability, adhesion, and coating performance on plastics, metals, glass, and composites that would otherwise resist bonding. If you have ever struggled with paint peeling off polypropylene, adhesive failing on PTFE, or ink beading up on a polyethylene film, plasma treatment is almost certainly the fix — and understanding why it works puts you in a far better position to specify it correctly.
Plasma is not a cleaning spray, a chemical primer, or a magic wand. It is the fourth state of matter — a partially ionized gas containing free electrons, ions, neutral radicals, and UV radiation, all coexisting at energies high enough to break molecular bonds on a surface but (in most industrial applications) low enough to leave the substrate cool to the touch.
Natural plasmas like lightning bolts or the sun's corona are thermal — everything in them is extremely hot. Industrial surface-treatment plasmas are overwhelmingly non-thermal (also called “cold” plasma). The electrons reach temperatures of 10,000–50,000 K, but the heavy ions and neutrals stay near ambient temperature. That energy asymmetry is the entire trick: the electrons are energetic enough to crack molecular bonds at the surface, while the bulk gas stays cool enough that you can treat heat-sensitive polymers, thin films, and even living tissue without thermal damage.
This distinction matters for engineers selecting a process. If someone tells you plasma treatment will melt your substrate, they are confusing thermal arc plasma with the cold atmospheric plasma surface treatment systems used in surface modification. Different animals entirely.
Strip away the jargon and plasma treatment does exactly three things to a material surface. Every application — from automotive bonding to medical device coating — traces back to one or more of these mechanisms.
Reactive oxygen species and UV photons in the plasma break down organic contaminants — oils, mold-release agents, fingerprints, low-molecular-weight oxidized layers — into volatile fragments (CO₂, H₂O) that are swept away by gas flow or vacuum pumping. A 30-second oxygen plasma exposure can reduce hydrocarbon contamination on a metal surface by over 95%, achieving a level of cleanliness that solvent wiping simply cannot match.
Polymers like polyethylene (PE) and polypropylene (PP) have notoriously low surface energies — around 30–31 mN/m — meaning liquids bead up and adhesives fail. Plasma radicals graft polar functional groups (–OH, –COOH, –NH₂, C=O) onto the polymer chains at the surface, boosting surface energy to 50–72 mN/m. That shift from hydrophobic to hydrophilic is what lets inks, adhesives, and coatings actually wet out and bond.
By introducing specific precursor gases — such as siloxane monomers, fluorocarbon gases, or acrylic acid vapor — plasma can deposit ultra-thin (5–100 nm) functional coatings. These coatings can make surfaces hydrophobic, anti-fog, biocompatible, or chemically resistant. This is the realm of plasma-enhanced chemical vapor deposition (PECVD), and it is where plasma treatment crosses over from surface prep into surface engineering.
For a deeper look at how these mechanisms translate into specific industrial workflows, explore our technology and knowledge resources.

Not all plasma is created equal, and picking the wrong variant for your application wastes money and cycle time. Here is the honest breakdown.
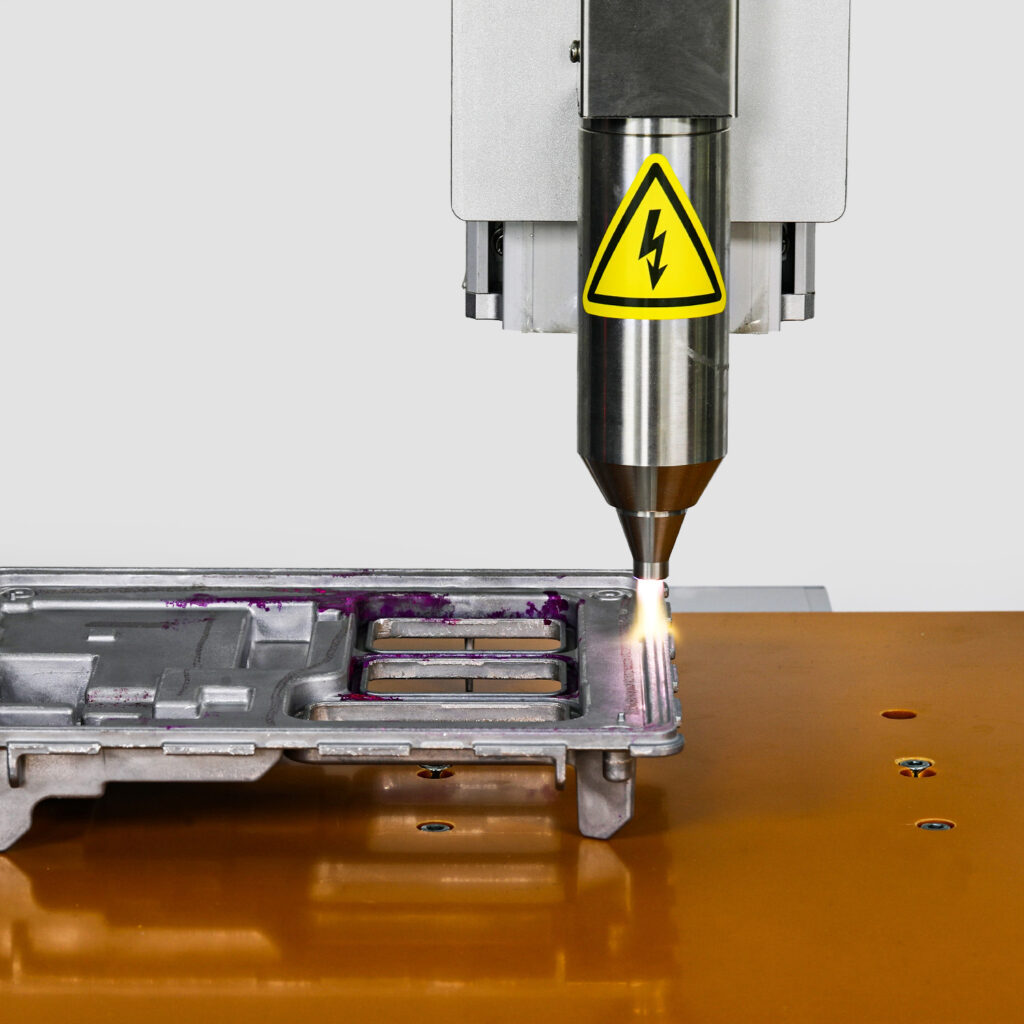
Operates at ambient pressure using a focused jet or rotating nozzle. No vacuum chamber, no batch processing. You mount the plasma head on a robot arm or gantry and treat exactly where you need it — a bonding flange on an injection-molded part, a sealing surface on an automotive headlamp housing, or a print zone on packaging film. Cycle times are often under 5 seconds per part. The trade-off: the treatment zone per pass is narrow (typically 5–25 mm wide), so large-area uniform treatment requires careful path programming.
Parts go into a vacuum chamber, the chamber is evacuated to 0.1–10 mbar, and plasma fills the entire volume. Every exposed surface gets treated simultaneously and uniformly — ideal for complex 3D geometries, batches of small parts, or sensitive medical devices. The downside is cycle time: pump-down, treatment, and vent can take 3–15 minutes per batch, making it less suitable for high-speed inline production.
A simpler, older technology that generates a plasma-like discharge between an electrode and a grounded roller. Excellent for high-speed treatment of flat webs — films, foils, papers — at line speeds exceeding 500 m/min. But it struggles with 3D parts, provides less uniform energy distribution, and achieves lower peak surface energies than true plasma systems.
The comparison table above summarizes the key differences. If you are unsure which approach fits your production line, our capabilities overview shows the range of systems we engineer for different scenarios.
Here is a fact that saves a lot of troubleshooting headaches: for an adhesive or coating to wet out and bond properly, the surface energy of the substrate must be at least 8–10 mN/m higher than the surface tension of the liquid being applied. Violate that rule and you get dewetting, fisheyes, or outright delamination — no matter how expensive your adhesive is.
Dyne pens (ink test pens graded in mN/m) are the quick-and-dirty shop-floor method. Swipe the pen; if the ink film holds for two seconds without retracting, the surface energy is at or above that pen's value. They are cheap, fast, and accurate enough for pass/fail QC. For R&D or process development, a contact angle goniometer gives precise, repeatable measurements — a sessile drop of deionized water is placed on the surface, and the angle between the drop edge and the surface is measured. Below 20° is highly hydrophilic; above 90° is hydrophobic.
Plasma-activated surfaces do not stay activated forever. Polar groups can reorient into the bulk, or airborne contaminants re-adsorb. Depending on the polymer and storage conditions, meaningful activation can last anywhere from minutes (PTFE in humid air) to months (PET stored in clean, dry conditions). The practical takeaway: minimize the time between plasma treatment and the subsequent bonding or coating step. In many production lines, this means integrating the plasma unit directly upstream of the adhesive applicator or print head.
Abstract physics is useful, but let us walk through a concrete example. A tier-one automotive supplier needed to bond polycarbonate lenses to ABS housings using a two-part polyurethane adhesive. Without treatment, the adhesive pulled cleanly off the PP-based housing within 48 hours of humidity cycling — a classic adhesive failure at the interface, not a cohesive failure within the adhesive itself.
An atmospheric plasma jet was integrated into the robotic assembly cell, treating the bonding flange on each housing in a 3-second pass at 6 mm standoff distance. Post-treatment surface energy on the PP-filled ABS jumped from 32 mN/m to 62 mN/m. The same adhesive, applied within 90 seconds of treatment, now achieved cohesive failure in peel tests — meaning the adhesive itself tore before the bond to the surface gave way. Humidity cycling, thermal shock (–40 °C to +90 °C, 1,000 cycles), and UV aging tests all passed OEM specifications.
No primer. No flame treatment. No solvent wipe. A single plasma nozzle replaced three chemical process steps, cut VOC emissions to zero at the bonding station, and reduced per-part cycle time by 12 seconds. That is the kind of ROI that gets procurement teams interested.
We have helped manufacturers across similar application scenarios achieve these results with properly specified plasma systems.

Plasma treatment is not a black box — it is a controllable, repeatable process with a handful of critical parameters. Get these right and you get consistent results shift after shift.
Measured in W/cm² or W per unit length of treatment zone. Too low and you under-activate; too high and you risk surface degradation (etching, crosslinking, or even ablation of the polymer itself). For most polyolefin activation, 0.5–5 W/cm² is the sweet spot.
Faster line speed = less energy per unit area = lighter treatment. A typical atmospheric plasma jet at 300 W treats effectively at 5–50 mm/s depending on the substrate. Doubling the speed roughly halves the energy dose. This is the easiest parameter to adjust on the fly during process optimization.
Compressed air (78% N₂, 21% O₂) works for most activation tasks and is the cheapest option. Pure oxygen plasma is more aggressive for cleaning and activation. Nitrogen plasma grafts amine groups (–NH₂) — useful for bio-functionalization. Argon plasma provides purely physical sputtering without chemical functionalization. Fluorocarbon gases (CF₄, C₄F₈) deposit hydrophobic coatings. Gas choice is not a detail — it determines the chemistry of what ends up on your surface.
For atmospheric plasma jets, the distance between the nozzle exit and the substrate surface — typically 5–15 mm — affects both the energy reaching the surface and the treatment spot size. Too close risks arc damage; too far and the reactive species recombine before reaching the surface. A 2 mm change in standoff can shift surface energy results by 10 mN/m. Fixture and robot-path accuracy matter more than most people realize.
Plasma treatment works on almost any solid material, but some substrates benefit dramatically more than others. Here is where the ROI is highest.
Polyethylene (PE), polypropylene (PP), PTFE (Teflon), silicone rubber, and polyoxymethylene (POM) are the usual suspects. These materials are inherently difficult to bond, print, or coat. Plasma activation is often the only dry, chemical-free method that reliably brings their surface energy above 50 mN/m.
Metals and glass already have high intrinsic surface energies, but they are almost always contaminated with organic residues, oxides, or processing oils. Plasma cleaning removes these layers far more effectively than solvent wiping — and without generating chemical waste. Stainless steel surgical instruments, aluminum heat-sink surfaces before thermal-interface-material application, and glass substrates before thin-film coating are all common use cases.
Carbon-fiber-reinforced polymers (CFRP) and glass-fiber composites often have resin-rich surfaces or mold-release contamination. Plasma treatment activates the resin surface and removes release agents in a single step, enabling structural adhesive bonding in aerospace and automotive applications. For instance, a wind-turbine blade manufacturer might plasma-treat the bonding surfaces of CFRP spar caps before applying structural epoxy — replacing manual sanding and solvent cleaning, and delivering more consistent bond strength across a 60-meter blade span.
For detailed material-specific guidance, our resources library includes technical data on treatment parameters for common substrates.
Plasma treatment is forgiving, but it is not foolproof. Here are the errors we see most often — and they are almost always process-design issues, not equipment failures.
Treating parts hours or days before bonding and then storing them in open air is the number-one cause of “plasma didn't work” complaints. The activation decays. Integrate the plasma step as close to the downstream process as physically possible — ideally within seconds to minutes.
Plasma cleaning removes surface contamination, but if the contamination is continuously re-deposited (e.g., silicone mist from a nearby molding press, or plasticizer migration from within the polymer), treatment alone will not solve the problem. You need to address the contamination source and treat the surface.
Running compressed-air plasma when you need nitrogen functionalization — or vice versa — gives suboptimal results. The gas chemistry must match the desired surface chemistry. This sounds obvious, but we regularly encounter production lines running on default gas settings that were never optimized for the actual substrate-adhesive combination in use.
Parts with dimensional variation or poor fixturing lead to variable standoff distances, which cause inconsistent treatment. A ±3 mm variation in standoff on an atmospheric jet can produce surface energy variations of 15+ mN/m across the part. Invest in proper fixtures and validate with dyne-pen mapping across the treatment zone.
You cannot manage what you do not measure. Fortunately, verifying plasma treatment effectiveness is straightforward once you build it into your process.
Dyne-pen testing remains the fastest shop-floor check — a trained operator can verify surface energy in under 10 seconds. For automated lines, inline contact-angle measurement systems use high-speed cameras to analyze droplet shape on the moving substrate and flag out-of-spec parts in real time. Some atmospheric plasma systems also offer integrated process monitoring — tracking power, gas flow, and arc stability — and can trigger alarms if parameters drift outside defined windows.
X-ray photoelectron spectroscopy (XPS) tells you exactly which functional groups are on the surface and in what concentrations. It is the gold standard for process development but too slow and expensive for production QC. Peel tests (90° or 180°) and lap-shear tests with your actual adhesive on plasma-treated coupons give you the mechanical bond-strength data that your quality department and your customers ultimately care about.
The key principle: define your acceptance criteria before you specify the plasma system. A target surface energy of 56 mN/m (measured by dyne pen within 60 seconds of treatment) is a concrete, auditable specification. “Plasma treated” written on a work order is not.

Plasma surface treatment is one of the most versatile, environmentally clean, and cost-effective surface preparation methods available — but only when the system, gas chemistry, and process parameters are matched to your specific substrate, contaminant profile, and downstream bonding or coating process. There is no universal setting. The physics is well understood; the engineering is in the details.
If you are evaluating plasma treatment for a new product line, retrofitting it into an existing assembly process, or troubleshooting adhesion failures that conventional methods have not solved, start with a clear definition of your surface-energy target and your production constraints (cycle time, part geometry, throughput). From there, the system specification follows logically.
Our team at fariplasmatech engineers atmospheric and low-pressure plasma solutions tailored to specific manufacturing challenges. Whether you need a single bench-top unit for R&D or a fully automated inline system, get in touch with our engineers to discuss your application — we will help you define the right process parameters and validate results before you commit to production hardware.





English

Spanish
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate










