

Contact angle measurement is the most reliable, quantitative way to verify that plasma treatment is actually working on your surfaces. A water droplet on untreated polypropylene might sit at 90–100°; after proper plasma activation, that same surface should read below 30° — and if it doesn't, your bonding or coating process is heading for trouble. This guide covers the measurement techniques, the numbers you should target, the mistakes that sabotage your data, and how to build a verification workflow that keeps your production line honest.
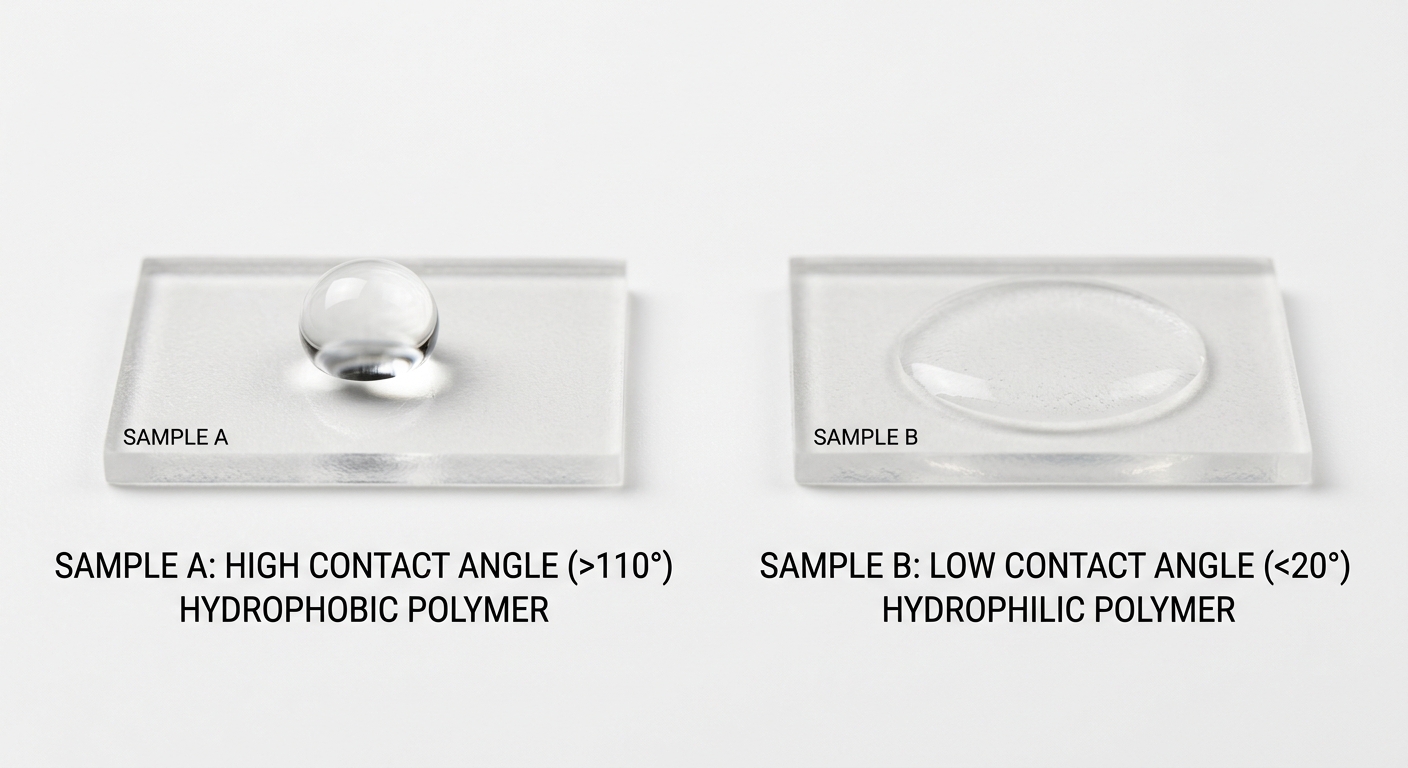
Surface energy is invisible. You can't see whether a polymer substrate has been activated, and you definitely can't feel it. But you can measure it — and contact angle is the most direct way to do that. When a liquid droplet lands on a high-energy surface, it spreads flat. On a low-energy surface, it beads up. The angle between the droplet edge and the surface tells you exactly where you stand.
Here's why this matters more than you might think: adhesive bond failures, coating delamination, and ink rejection are almost always surface energy problems in disguise. A contact angle measurement catches these issues before they become scrap, warranty claims, or production shutdowns. It's the difference between hoping your plasma system is working and knowing it is.
Young's equation relates the contact angle (θ) to three interfacial energies: solid-vapor, solid-liquid, and liquid-vapor. When plasma treatment increases the solid surface energy — by introducing polar functional groups like hydroxyl, carbonyl, and carboxyl — the solid-liquid interfacial energy drops, and the droplet spreads. Lower contact angle = higher surface energy = better wettability. That's the entire principle.
If you want to go deeper into how plasma modifies surface chemistry, our technology and knowledge resources cover the underlying mechanisms in detail.
A contact angle goniometer places a precisely controlled droplet (typically 1–5 µL of deionized water) onto the surface, then captures a side-profile image with a camera. Software fits a mathematical curve to the droplet outline and calculates the angle at the three-phase contact line. Modern instruments achieve repeatability of ±0.5° and can store every measurement with a timestamp — exactly what auditors and quality managers want to see.
Static contact angle is the simplest: deposit a droplet, measure. It's fast and sufficient for most production QC scenarios. Dynamic contact angle — where you measure the advancing angle (as the droplet grows) and the receding angle (as it shrinks) — gives you more information about surface heterogeneity and roughness. The difference between advancing and receding angles is called contact angle hysteresis, and high hysteresis often signals an inconsistent treatment or contamination.
If your bonding process involves a liquid adhesive that must flow across the surface, dynamic measurements are more predictive of real-world performance. For simple yes/no verification on a production line, static angles are usually enough.

Not every facility needs — or can justify — a $20,000 goniometer. Two simpler methods fill the gap, each with trade-offs.
Dyne inks (also called test inks or dyne pens) are liquid formulations calibrated to specific surface energy levels (typically 30–72 mN/m in 2 mN/m increments). You swipe the ink across the surface: if it wets and stays spread for 2–3 seconds, the surface energy meets or exceeds that dyne level. If it beads up, the surface energy is lower. It's fast, cheap, and intuitive — but it's semi-quantitative at best, and results depend on the operator's judgment and timing.
The simplest method of all: rinse the surface with deionized water and watch. If the water sheets uniformly without breaking into droplets, the surface is well-activated. If it beads, it isn't. This is a pure pass/fail test with zero numerical output, but it's surprisingly useful for rapid screening on a shop floor.
The comparison table above summarizes how these methods stack up. For production environments that need documented traceability, a goniometer is the clear winner. For quick inline checks between goniometer measurements, dyne inks earn their place.
Here's where most technical articles get vague. Let's not. These are practical benchmarks based on common industrial substrates after plasma treatment:
These are water contact angles using sessile drop method. If your adhesive or coating supplier specifies a minimum surface energy in mN/m (or dyne/cm), you can convert using the Owens-Wendt or van Oss method — but that requires measuring with at least two test liquids, not just water.
A contact angle of 45° on polypropylene is better than untreated, but it's not necessarily good enough for a high-performance adhesive bond. Always benchmark against your specific downstream process requirements, not just against the untreated baseline. If your adhesive manufacturer says you need 38 mN/m surface energy, test to that number — not to “lower than before.”
This is the single biggest source of misleading contact angle data in production settings. Plasma-treated surfaces don't stay activated forever. Hydrophobic recovery — where the surface gradually returns toward its untreated state — begins within minutes on some polymers and can be significant within hours.
On polypropylene treated with atmospheric plasma, contact angles can increase by 10–15° within the first 24 hours. On PDMS (silicone), recovery can be even faster. Some treated metals remain stable for days or weeks, especially in clean storage. The rate depends on the polymer type, storage conditions, and the type of plasma gas used.
Measure contact angle as close to the treatment time as your process allows — ideally within 5–15 minutes for polymers. If your production workflow introduces a delay between treatment and bonding, measure at the actual delay interval, not immediately after treatment. That way, your contact angle data reflects what the adhesive or coating will actually encounter.
For instance, an automotive tier-1 supplier we worked with was measuring contact angles immediately after plasma treatment and getting beautiful 18° readings on their PP bumper fascias. But the parts sat in a warehouse for 48 hours before primer application. When they finally measured at the 48-hour mark, angles had crept back to 42° — well above their primer's wetting threshold. Adjusting their plasma parameters and reducing storage time solved the adhesion failures they'd been chasing for months.
Even with a high-end goniometer, bad technique produces bad numbers. Here are the errors we see most often:
Use fresh ASTM Type I deionized water (18.2 MΩ·cm resistivity). Tap water, old DI water, or water that's been sitting in an open container will give you artificially low contact angles because dissolved contaminants lower the liquid's surface tension. Replace your water supply daily.
A 1 µL droplet and a 5 µL droplet on the same surface can give different contact angles because of gravity effects. Pick a volume (2–3 µL is standard for most substrates) and stick with it across all measurements.
Fingerprints deposit oils with surface energies around 25–30 mN/m. One accidental touch can make a perfectly treated surface look untreated. Always handle samples by the edges or use clean nitrile gloves.
The Wenzel equation tells us that roughness amplifies the intrinsic wetting behavior: hydrophilic surfaces appear more hydrophilic, and hydrophobic surfaces appear more hydrophobic. If your plasma treatment also etches the surface (which many do), your contact angle includes both chemical and roughness contributions. This isn't necessarily a problem — both contribute to real-world adhesion — but be aware that you're measuring an apparent contact angle, not an intrinsic one.
One measurement per sample is not a measurement — it's a guess. Take at least 3–5 readings at different locations on each sample to capture spatial uniformity. Report the mean and standard deviation. A mean of 22° with σ = 2° is excellent. A mean of 22° with σ = 15° means your treatment is wildly uneven.
Knowing how to measure is one thing. Integrating measurement into a production workflow is another. Here's a framework that works across industries:
Measure untreated substrates from each material lot. Record the mean and standard deviation. This is your “before” reference and catches incoming material variation — some polymer batches contain more slip agents or mold release than others, which directly affects treatability.
Work backward from your downstream process. If your UV-cure conformal coating requires ≥42 mN/m surface energy, determine the corresponding contact angle threshold. Build in a safety margin — if the threshold is 35°, set your pass criterion at ≤30°.
At minimum, measure at the start of each shift, after any process interruption (gas bottle change, nozzle replacement, power setting adjustment), and at regular intervals during production. For high-value or safety-critical parts, consider 100% inline measurement using automated optical systems.
Log every measurement with timestamp, operator ID, material lot, and plasma parameters. Trend the data over time. A gradual upward drift in contact angles — even if still within spec — signals electrode wear, gas contamination, or other degradation before it becomes a reject issue.
Our capabilities overview details the plasma systems and process parameters we optimize for consistent, measurable surface activation across production volumes.
Water contact angle tells you about the total surface energy, but it doesn't tell you the full story. Surface energy has two components: a dispersive (non-polar) component and a polar component. Plasma treatment primarily increases the polar component by grafting oxygen- and nitrogen-containing functional groups onto the surface.
If your adhesive is non-polar (like a cyanoacrylate), the dispersive component matters more. If it's polar (like an epoxy), the polar component dominates. Using the Owens-Wendt-Rabel-Kaelble (OWRK) method, you measure contact angles with at least two liquids — typically water and diiodomethane — and calculate both components separately.
For most production environments, water-only measurement is sufficient. But if you're troubleshooting adhesion failures where the contact angle looks fine but bonds still fail, a two-liquid analysis often reveals a polar/dispersive mismatch that water alone can't detect.
For technical support on selecting the right measurement approach for your specific application, our plasma treatment services team can help you design a verification protocol matched to your materials and adhesives.
A medical device manufacturer producing PEEK (polyether ether ketone) housings for implantable electronics was experiencing a 12% reject rate due to adhesive bond failures at final assembly. They were using atmospheric plasma treatment but had no systematic verification — operators occasionally used dyne pens, but results were inconsistent and undocumented.
After implementing a contact angle goniometer station immediately downstream of the plasma system, they established that untreated PEEK measured 78–85° and their epoxy adhesive required ≤25° for reliable bonding. Initial measurements revealed that 15% of treated parts were coming off the plasma conveyor at 30–40° — technically “treated” but outside the bonding window.
The plasma nozzle-to-surface distance varied by ±3 mm due to fixture tolerance, and parts at the edges of the conveyor received less exposure. Tightening fixture tolerances and adding a second pass for edge-positioned parts brought all measurements below 22°. Their reject rate dropped from 12% to 1.5% within one month.
The goniometer paid for itself in avoided scrap within six weeks. That's not a hypothetical ROI calculation — it's what happens when you stop guessing and start measuring.

Contact angle measurement isn't just a QC checkbox — it's the feedback loop that makes your entire plasma treatment process controllable and improvable. Without it, you're running blind. With it, you can optimize gas mixtures, adjust power levels, fine-tune treatment distances, and validate new materials with confidence rather than trial-and-error.
Start simple if budget is tight: dyne inks for daily screening, with periodic goniometer verification. As your process matures, move toward full goniometer-based QC with digital records. The investment scales with your quality requirements.
If you're evaluating plasma treatment systems or need help establishing measurement protocols for your specific substrates, reach out to our engineering team. We help customers not just select and install plasma systems, but build the verification infrastructure that ensures those systems deliver measurable, repeatable results — batch after batch. You can also explore our application-specific solutions to see how contact angle verification integrates into real production workflows across industries.





English

Spanish
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate










