

Your adhesive bonding keeps failing because the surface you're bonding to is rejecting the adhesive — not because the adhesive itself is defective. Most polymers, composites, and even some metals have surface energies too low for adhesives to properly wet and grip, leading to weak joints that peel, crack, or delaminate under stress. Plasma surface treatment raises that surface energy in seconds, creating a chemically active substrate that adhesives bond to with dramatically higher strength — often eliminating the need for primers, abrasion, or solvent wipes entirely.
Here's a statistic that surprises most engineers: over 80% of adhesive bond failures are adhesive failures — meaning the glue peeled cleanly off the substrate rather than tearing through the adhesive layer (cohesive failure). That distinction matters enormously. Cohesive failure means your adhesive reached its maximum strength and the joint was properly made. Adhesive failure means the bond never really formed in the first place.
The culprit is almost always low surface energy. Materials like polypropylene (PP), polyethylene (PE), PTFE, silicone, and many engineering plastics have inherently low surface energies — typically 28–34 mN/m. For an adhesive to wet a surface and create a strong bond, the substrate's surface energy needs to exceed the adhesive's surface tension, usually by at least 10 mN/m. When it doesn't, the adhesive beads up like water on a waxed car hood. It sits on top rather than spreading into the micro-topography.
Even materials with adequate surface energy — aluminum, steel, glass — can fail if they're contaminated. Mold release agents, fingerprint oils, silicone residues, and machining fluids create an invisible barrier between your adhesive and the actual substrate. You might not see the contamination, but the adhesive certainly feels it. A 2-nanometer layer of silicone oil is enough to cut bond strength by 60% or more.

Surface energy is the single most reliable predictor of whether an adhesive bond will hold. Think of it as a measure of how “hungry” a surface is for molecular interaction. High surface energy means the surface actively attracts liquids and adhesives. Low surface energy means it repels them.
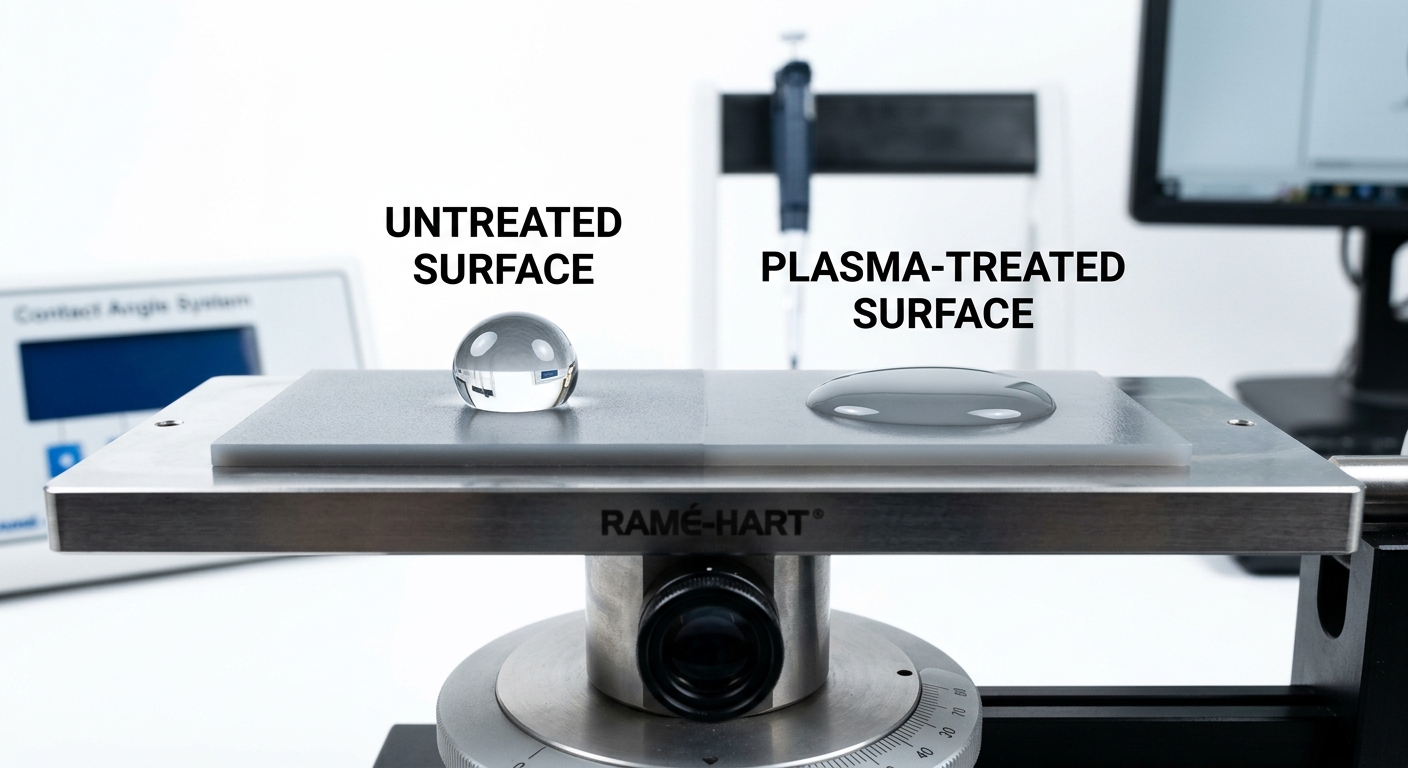
The quickest way to gauge surface energy is a water contact angle measurement. Place a droplet of deionized water on the surface and measure the angle where the droplet meets the substrate. Below 30° and you have excellent wettability — adhesives will spread and bond well. Above 90° and you're fighting physics. Most untreated polyolefins sit at 95–105°, which is why bonding PP or PE without surface treatment is an exercise in frustration.
For structural adhesive bonding, you generally want surface energy above 50 mN/m. For printing and coating adhesion, 42–46 mN/m is often sufficient. The gap between where most polymers start (28–34 mN/m) and where they need to be (50+ mN/m) is exactly the gap that plasma treatment closes. And it does so without altering the bulk material properties — only the top few nanometers change.
If you want to understand the broader science behind this, our technology and knowledge resources break down the physics in detail.
Plasma isn't magic — it's physics and chemistry happening at atmospheric or low-pressure conditions, and it does three things simultaneously that transform a surface for bonding.
Plasma species — ions, radicals, UV photons — bombard the surface and break down organic contaminants at the molecular level. Oils, mold release agents, and fingerprint residues are volatilized into CO₂ and H₂O and pumped away. This isn't just pushing dirt around like a solvent wipe; it's eliminating contamination down to the monolayer level.
Reactive plasma species break C–H and C–C bonds on the polymer surface and replace them with polar functional groups: hydroxyl (–OH), carbonyl (C=O), carboxyl (–COOH), and amine (–NH₂) groups. These oxygen- and nitrogen-containing groups are polar, which dramatically increases surface energy. A polypropylene surface that started at 29 mN/m can reach 56–62 mN/m after just 2–5 seconds of atmospheric plasma treatment.
Depending on the gas chemistry and exposure time, plasma can etch the surface at the nanometer scale, increasing the effective contact area for the adhesive. This mechanical interlocking effect complements the chemical activation, creating bonds that are both chemically strong and physically anchored.
The result: an adhesive that previously peeled off with finger pressure now requires destructive force to separate — and the failure mode shifts from adhesive to cohesive, which is exactly what you want.
Theory is nice, but production floors demand results. Here are two scenarios where plasma treatment turned chronic bonding failures into reliable, repeatable joints.
A tier-one automotive supplier was bonding TPO (thermoplastic olefin) trim panels with a polyurethane hot-melt adhesive. Rejection rates hovered at 12–15% due to delamination in thermal cycling tests. They had tried flame treatment, but inconsistent flame distance caused scorch marks and dimensional warping on thin sections. After switching to atmospheric plasma treatment integrated directly into their assembly line, surface energy jumped from 31 mN/m to 58 mN/m. Rejection rates dropped below 0.5%, and they eliminated the primer step entirely — saving roughly €0.35 per part in material costs alone.
A medical device manufacturer needed to bond a polyamide hub to a PTFE catheter shaft using a UV-cure adhesive. PTFE is notoriously difficult to bond — surface energy sits around 18–20 mN/m, one of the lowest of any polymer. Low-pressure plasma treatment with a forming gas (95% N₂ / 5% H₂) raised the surface energy above 50 mN/m and created amine functional groups that reacted with the adhesive chemistry. Pull-test results improved from 2.1 N (untreated) to 14.8 N (plasma treated) — a 7× improvement that exceeded the design specification.
Explore more about how plasma integrates into production workflows on our applications page.
Plasma isn't the only surface preparation method, of course. But the alternatives each carry significant trade-offs that plasma avoids.
Isopropanol or acetone wipes remove gross contamination but don't increase surface energy. They also introduce their own contamination risks — residues from the wipe material, incomplete evaporation, and operator variability. Two technicians wiping the same part will get different results. And VOC regulations are tightening globally, making solvent use increasingly expensive and compliance-heavy.
Mechanical abrasion creates surface roughness for mechanical interlocking, but it doesn't add polar functional groups. It also generates particulate contamination that can become trapped under the adhesive, creating voids and stress concentrators. For precision parts with tight tolerances, abrasion is often not an option at all.
Flame treatment does increase surface energy effectively, but it requires precise burner-to-surface distance control (typically 6–10 mm), adds significant heat to the part, and poses safety concerns with open flames in production. For 3D geometries or heat-sensitive substrates, flame treatment is impractical.
Primers work, but they add material cost (€0.10–€0.80 per part depending on chemistry), drying time (minutes to hours), and another process step that can introduce defects. They also have shelf-life limitations and require careful inventory management.
Plasma treatment eliminates all of these issues: no chemicals, no heat damage, no particulates, no operator variability, and process times measured in seconds rather than minutes.
Not all plasma systems are the same, and choosing the wrong type for your application can undermine the results.
Also called atmospheric plasma jets or blown-arc plasma, these systems operate at ambient pressure and can be mounted on robotic arms or integrated inline. They treat a narrow strip (typically 5–25 mm wide) and are ideal for selective treatment of bond lines, sealing surfaces, or specific areas on a part. Treatment speeds of 5–50 m/min are common. If you're bonding a specific joint area on an otherwise finished part, atmospheric plasma is usually the right call.
These batch systems treat entire parts uniformly inside a vacuum chamber. They're the better choice for complex 3D geometries, internal surfaces (like the inside of tubing), or when you need to treat hundreds of small parts simultaneously. Gas chemistry can be precisely controlled — oxygen, nitrogen, argon, forming gas, or custom mixtures — giving you fine-tuned control over the functional groups deposited on the surface. Cycle times are typically 1–10 minutes including pump-down.
For high-speed inline bonding applications — automotive, electronics assembly, packaging — atmospheric plasma wins on speed and integration simplicity. For medical devices, aerospace components, or any application requiring uniform all-over treatment, low-pressure plasma delivers more consistent results. Our plasma product range covers both approaches.
Plasma treatment isn't a set-it-and-forget-it solution. The wrong parameters can under-treat a surface (no improvement) or over-treat it (degradation). Here are the variables that matter most.
For atmospheric plasma, the nozzle-to-surface distance is critical — typically 5–15 mm for most systems. Too far and the reactive species recombine before reaching the surface. Too close and you risk thermal damage. Treatment speed determines dose: slower speeds deliver more energy per unit area. A common starting point is 10 mm distance at 10 m/min, then optimizing from there based on contact angle measurements.
Compressed dry air (CDA) is the default for atmospheric systems and works well for most polymer activation. For low-pressure systems, oxygen plasma maximizes hydroxyl and carboxyl groups, nitrogen or ammonia plasma adds amine groups (excellent for epoxy adhesives), and argon plasma provides the strongest cleaning and etching effect with minimal functionalization.
This catches many people off guard: plasma activation is not permanent. Treated surfaces undergo “hydrophobic recovery” as polymer chains rotate and migrate to minimize surface energy. On most polymers, you have a bonding window of 30 minutes to 72 hours after treatment, depending on the material and storage conditions. HDPE recovers faster than PEEK, for instance. The practical rule: bond as soon as possible after treatment, ideally within the same production cycle.
For detailed guidance on optimizing these parameters for your specific materials, get in touch with our applications team.
You can't manage what you can't measure. Fortunately, verifying plasma treatment effectiveness is straightforward.
The quickest shop-floor method. Apply dyne inks of increasing surface tension to the treated surface. If the ink wets out (spreads into a film rather than beading up), the surface energy exceeds that ink's value. It's semi-quantitative but fast and cheap — ideal for incoming quality checks. Aim for the ink level to exceed your adhesive's surface tension by at least 10 mN/m.
The gold standard for R&D and process validation. An automated goniometer dispenses a precise droplet and measures the contact angle to ±0.1°. This gives you quantitative surface energy data you can correlate directly to bond strength. If you're developing a new bonding process, invest in goniometry data — it will save you months of trial-and-error.
Ultimately, bond strength is what matters. Standardized tests like ASTM D1002 (lap shear), ASTM D3330 (peel adhesion), or ISO 4587 give you hard numbers. The key indicator of a well-prepared surface isn't just higher force values — it's the shift from adhesive failure to cohesive failure. When the adhesive tears through itself rather than peeling off the substrate, you know the surface treatment is doing its job.
Our whitepapers and datasheets include detailed test data for common material-adhesive combinations.
If you've cycled through three different adhesive brands, tried every primer on the market, and still can't get bonds to hold, the problem almost certainly isn't the adhesive. It's the surface. Plasma treatment addresses the root cause of adhesive failure — low surface energy and contamination — rather than trying to compensate with thicker adhesive layers or expensive specialty formulations.
The economics are compelling: plasma systems typically pay for themselves within 6–12 months through eliminated primer costs, reduced rejection rates, and faster cycle times. The environmental case is even stronger — no solvents, no VOCs, no hazardous waste streams.
Whether you're bonding polyolefins in automotive, PTFE in medical devices, or composites in aerospace, plasma treatment is the most reliable, repeatable, and scalable way to ensure adhesive bonds that actually last. Explore our plasma treatment capabilities to see how we can solve your specific bonding challenge — or reach out directly to discuss your application.







English

Spanish
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate










